Headquarters
KHD Humboldt Wedag
International AG
Von-der-Wettern-Straße 4a
51149 Cologne
Germany

How big does your bypass need to be? It depends on how much kiln gas that needs to be extracted. And that depends on what substance you need to extract from your gas and how much is being produced in the kiln.
For example, if you have very high sulphur content, you may want to extract up to 100% of kiln gases. Or if you are burning alternative fuels, you may find that as you increase thermal substitution rates, chlorine levels also rise, needing higher amounts of kiln gas to be cleaned.
The table below provides a substance-by-substance guide on kiln gas extraction rates. When it comes to designing your bypass, our process department will work with you to calculate the ideal size for your process.
| CHLORINE | SULPHUR | ALKALI | SPECIAL CASES | |
| Function: | Operational reliability | Operational reliability | Quality improvement | Thallium reduction (e.g.) |
| TypicalReason: | Salts in raw materials, heavy secondary fuel usage | Sulphates in raw material (e.g. gypsum), fuels containing sulphates (e.g. petcoke) | Alkali reduction for low alkali cement production | Volatile trace-elements in raw materials, e.g. thallium |
| Dimension: | 3 % – 15 % | 20 % – 100 % | 20 % – 50 % | 1 % – 5 % |

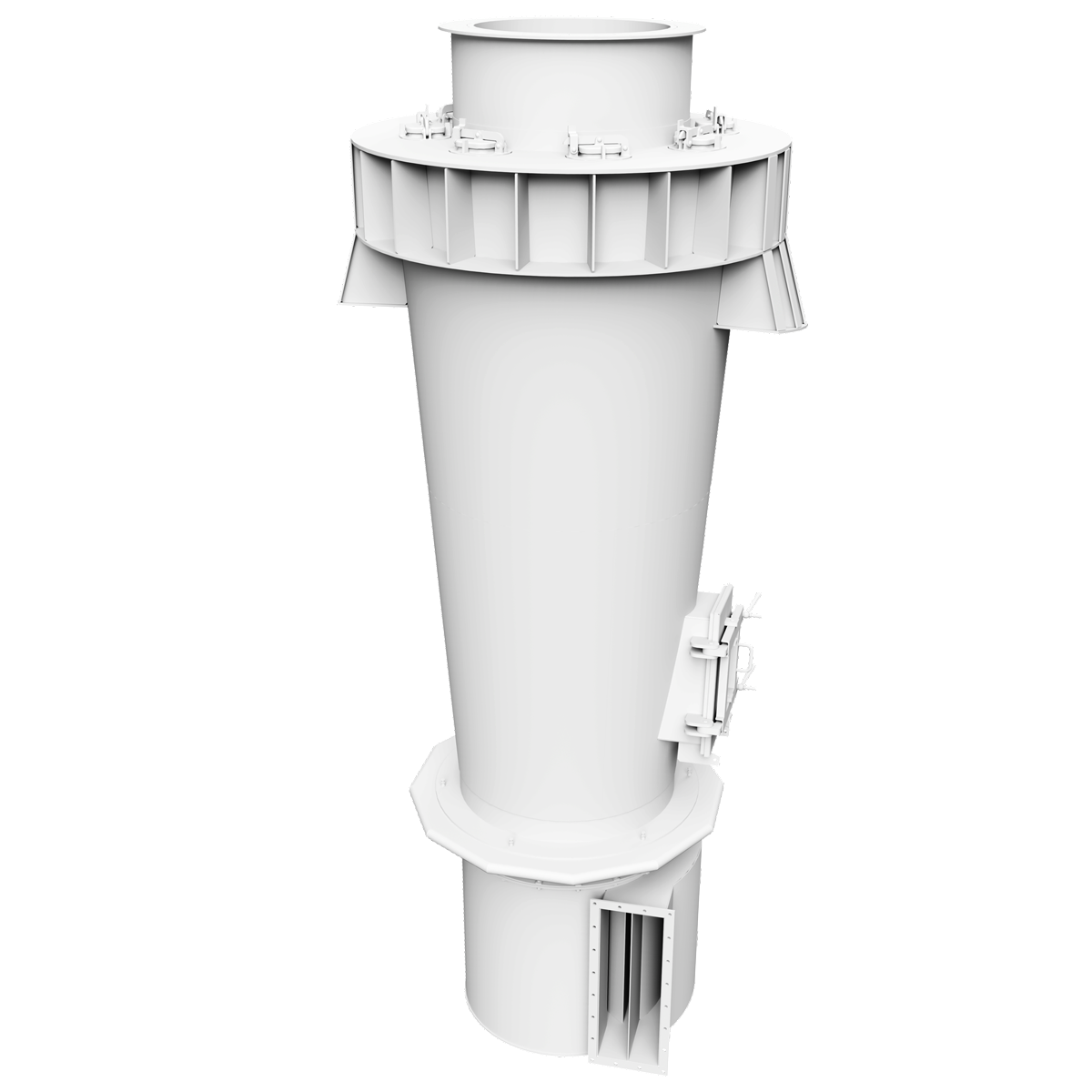
When gas is extracted from the kiln, it is hot. Very hot. Up to 1,200 °C. The first step is therefore to cool it – and quickly. This happens in a specially-designed mixing chamber, where the hot kiln gases are quenched and rapidly cooled with fresh air.
Air injection is controlled by an inlet arrangement that allows double-tangential and double radial input of air. Combined with strategically positioned guide vanes, the mixing chamber is designed to promote the best possible mixing of fresh ambient air with the hot kiln gases.

You have extracted your kiln gas and cooled it. Now the kiln gases need to be dedusted, typically with a baghouse, to remove the harmful substances. But the handling of the extracted dust then depends on what it contains. It is another area where our process experts are on hand to develop the best solution for your application.
And what do you do with the cleaned gas? That can now be reintroduced into the process via the clinker cooler. In doing so, you eliminate a potential emissions stack. And when the air recirculates from the cooler to the kiln, you create a beneficial re-burning effect there that helps eliminate harmful substances in the kiln atmosphere.

Traditionally, kiln bypasses were only used when local raw meal was high in alkalis, sulphur or chlorine. But with the advent of alternative fuels and secondary raw materials, the input of harmful elements – and particularly chlorine – is on the rise throughout the cement world.
Moreover, as these non-standard fuels and raw materials are recognized as a vital part of lowering the cement industry’s carbon footprint, their use is also likely to increase. This will not only increase demand for kiln bypass systems, but also the demands placed on the bypasses themselves.
Our bypasses are backed by our world-leading process expertise to ensure a reliable, efficient and highly-sensitive reduction in volatile substances. Which means you can use alternative fuels and raw materials without worrying that they are going to impact your process of product quality.

The nature of a bypass’s job puts it at risk of unwanted material build-up. It is the reason why we remove kiln gas in the first place: to avoid such coatings impacting kiln performance. Even so, you want to avoid the potential for material build-up (and therefore the need for maintenance) as much as possible.
Consider also that when the bypass is down, kiln operations will be impacted – even stopped. The upshot? The bypass needs to run continuously, trouble free and with minimal maintenance. Which is what we deliver. In fact, our bypasses are specifically designed to optimize airflow to limit the risk of material build-up.
And when cleaning is required, the conical design of our bypasses makes it easy via a series of access holes at the top of the section roof. This conical section is also limited to a maximum height, which can be repeated, with access holes, when longer bypasses are needed, to ensure ease-of-access is maintained.

It is very rare that your pyroprocess is going to be completely rebuilt. But that does not mean you cannot take advantage of the benefits offered by our bypass design and construction expertise.
In fact, our bypasses are well suited to retrofit onto existing pyroprocessing lines. Here again, you will benefit from our deep process knowledge and experience, which ensures your new KHD bypass fits perfectly into and improves your existing process.
Hot gas is extracted from the kiln and cooled, before being cleaned of harmful compounds and then optionally returned to the process.

| PROJECT | COUNTRY | YEAR | PRODUCTION [TPD] | BYPASS PORTION [%] |
| Ssangyong Donghae(Line 4) | South Korea | 2021 | 4500 | 10 |
| Asia Cement Jecheon(Line 3) | South Korea | 2020 | 4000 | 10 |
| Ssangyong Donghae(Line 7) | South Korea | 2019 | 5000 | 10 |
| Ssangyong Donghae(Line 6) | South Korea | 2018 | 5000 | 10 |
| Gmunden | Austria | 2017 | 1900 | 10 |